[VIP第1年] 指数:3
[VIP第1年] 指数:3
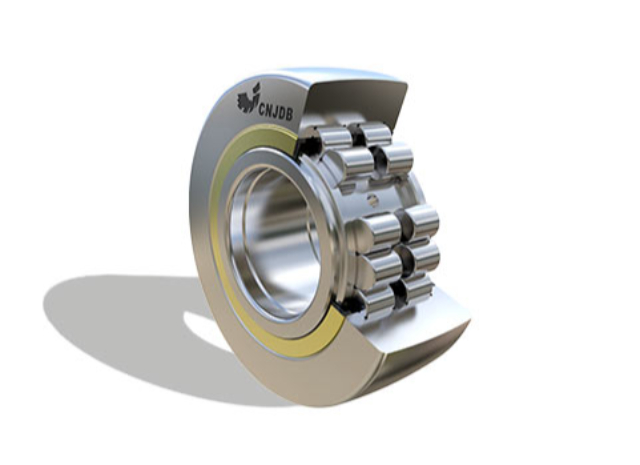
尺寸单列圆锥滚子轴承有公制系列和英制系列两种,均得到广泛应用。公制系列轴承外形尺寸符合ISO-355-1977;前缀为F-J的系列轴承符合AFBMA标准19.1.英制圆锥滚子轴承的外形尺寸符合AFBMA标准19(1974)。允许倾斜角单列圆锥滚子轴承允许的内、外圈倾斜角度偏差比较大不超过3’,因此,安装圆锥滚子轴承时,必须保证轴承的内孔与轴座内孔有很好的同心性。否则,将会影响轴承的使用寿命。公差圆锥滚子轴承代号相同的带滚子和保持架组件的内圈或外圈可以互换,内组件或外组件互换后,轴承总宽度T不应超过公差范围。圆锥滚子轴承主要用于承受以径向载荷为主的径向与轴向联合载荷。圆锥滚子圆锥滚轮轴承标准

各种轴承主要零件的加工过程:
滚子的加工过程滚子的加工依原材料的不同而有所不同,其中热处理前的工序可分为下述两种,整个加工过程为:棒料车加工或线材冷镦后串环带及软磨----热处理----串软点----粗磨外径----粗磨端面----终磨端面----细磨外径----终磨外径----终检分组----防锈、包装----入库(待合套装配〉。④保持架的加工过程保持架的加工过程依设计结构及原材料的不同,可分为下述两类:板料→剪切[1]→冲裁→冲压成形→整形及精加工→酸洗或喷丸或串光→终检→防锈、包装→入库(待合套装配)实体保持架的加工过程:实体保持架的加工,依原材料或毛坏的不同而有所不同,其中车加工前可分为下述四种毛坯型式,整个加工过程为:棒料、管料、锻件、铸件----车内径、外径、端面、倒角----钻孔(或拉孔、镗孔)----酸洗----终检----防锈、包装----入库〈待合套装配〉。 圆锥滚子圆锥滚轮轴承标准保持圆锥滚子轴承及其周围清洁:即使是眼睛看不到的小尘埃,也会给轴承带来坏影响。

轴承套圈的生产步骤①锻造:锻造过程中若产生过烧、过热、内裂成网状碳化物等都会降低套圈的韧性和强度。所以必须始终严格控制加工温度、循环加热和锻后散热条件(如喷雾冷却)等,特别是地较大品种套圈终锻后,温度在700℃以上的,不得堆积摆放。②热处理:对热处理设备密切监控是车间一项重要工作。监测设备的可靠性。对仪表、热电偶等重要温控器具须密切监控,确保测量数据准确可靠;对误差超标的要及时更换,严禁带病运行。③磨削工序的监控。成品进口轴承套圈不允许有磨削烧伤和磨削裂纹存在,特别是内圈改锥度的配合面上不得有烧伤。套圈若酸洗后应进行全检,剔出烧伤产品,严重烧伤的不能返修或返修不合格的应予报废,不允许有磨削烧伤的套圈进入装配工序。④标识管理。钢材入库后到套圈磨削前,各工序必须严格管理,严格区分GCR15和GCR15SIMN两种不同材质材料和产品。
圆锥滚子轴承怎么安装:轴承的安装必须在干燥、清洁的环境条件下进行。安装前应仔细检查轴和外壳的配合表面、凸肩的端面、沟槽和连接表面的加工质量。所有配合连接的表面,必须仔细清洗并除去毛刺,铸件未加工表面必须除净残留的型砂。轴承安装前应先用汽油或煤油清洗干净,干燥后使用,并保证良好润滑,轴承一般采用润滑脂,也可采用油润滑。采用脂润滑时,应选用无杂质、抗氧化、防锈、极压等性能质量的润滑脂。润滑脂填充量为轴承及轴承箱容积的30%-60%,不宜过多。带密封结构的双列圆锥滚子轴承和水泵轴连轴承已填充好润滑脂,用户可直接使用,不可再进行清洗。轴承安装时,必须在套圈端面的圆周上施加均等的压力,将套圈压入,不得用鎯头等工具直接敲击轴承端面,以免损伤轴承。在过盈量较小的情况下,可在常温下用套筒压住轴承套圈端面,用鎯头敲打套筒,通过套筒将套圈均衡地压入。如果大批量安装时,可采用液压机。压入时,应保证外圈端面与外壳台肩端面,内圈端面与轴台肩端面压紧,不允许有间隙。当过盈量较大时,可采用油浴加热或感应器加热轴承方法来安装,加热温度范围为80℃-100℃,比较高不能超过120℃。ZWZ 单列圆锥滚子轴承安装后才有游隙,需另一个轴承调节确定。

轴承国家标准
GB-T305-1998滚动轴承外圈上的止动槽和止动环尺寸和公差GB-T308-2002滚动轴承钢球GB-T309-2000滚动轴承滚针GB-T4661-2002滚动轴承圆柱滚子GB-T4662-2003滚动轴承额定静载荷GB-T6391-2003滚动轴承额定动载荷和额定寿命JB-T3034-1993滚动轴承油封防锈包装JB-T3573-2004滚动轴承径向游隙的测量方法JB-T6639-2004滚动轴承零件骨架式丁腈橡胶密封圈技术条件JB-T6641-2007滚动轴承残磁及其评定方法JB-T6642-2004滚动轴承零件圆度和波纹度误差测量及评定方法JB-T7048-2002滚动轴承零件工程塑料保持架JB-T7050-2005滚动轴承清洁度评定方法JB-T7051-2006滚动轴承零件表面粗糙度测量和评定方法JB-T7361-2007滚动轴承零件硬度试验方法JB-T7752-2005滚动轴承密封深沟球轴承技术条件JB-T8196-1996滚动轴承滚动体残磁及其评定方法JB-T8571-1997滚动轴承密封深沟球轴承防尘、漏脂、温升性能试验规程JB-T8921-1999滚动轴承及其零件检验规则JB-T10336-2002滚动轴承及其零件补充技术条件JB-T50013-2000滚动轴承寿命及可靠性试验规程JB-T50093-1997滚动轴承寿命及可靠性试验评定方法 圆锥滚子轴承的类型代号为30000,圆锥滚子轴承为分离型轴承。圆锥滚子圆锥滚轮轴承标准
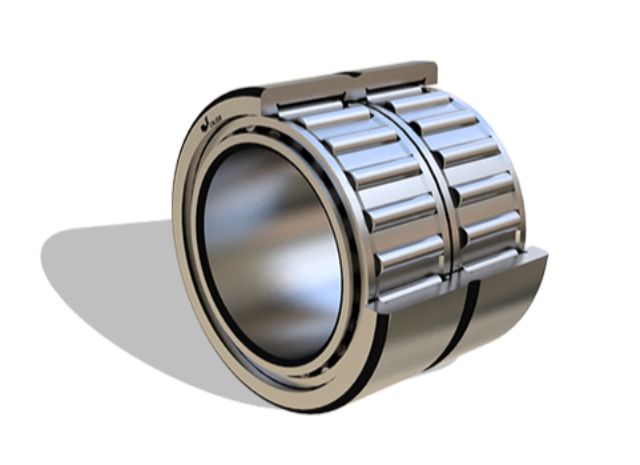
小锥角圆锥滚子轴承主要承受以径向载荷为主的联合载荷,常成对反向安装。圆锥滚子圆锥滚轮轴承标准
调心轴承调心轴承的滚道设计为球面形,这种独特的结构赋予了轴承自动调心的能力,能够适应两滚道轴心线间一定程度的角偏差及角运动。当机械设备的轴在运行过程中因受力变形或安装误差等原因导致轴线发生偏斜时,调心轴承能够自动调整,保证轴承的正常运转,减少因轴线不对中而产生的额外应力和磨损。调心球轴承和调心滚子轴承是调心轴承的典型**,常用于电机、水泵、造纸机械等设备中,这些设备的轴在工作时容易出现挠曲或不同心的情况。圆锥滚子圆锥滚轮轴承标准
文章来源地址: http://wjgj.m.chanpin818.com/zhouchengnr/gdzcwe/deta_27595149.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。