[VIP第1年] 指数:3
[VIP第1年] 指数:3
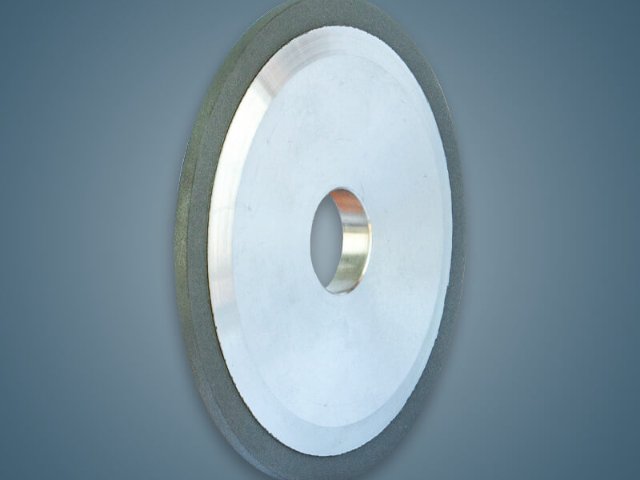
无心磨陶瓷砂轮专为圆柱形工件精密加工设计,采用高稳定性陶瓷结合剂与微晶磨料复合工艺,适配无心磨床无中心的连续加工特性。其环形结构通过波浪纹边缘强化技术提升整体刚性,在硬质合金轴类、陶瓷管件等回转体外圆加工中实现均匀切削力分布,兼顾整形与表面光洁度。基体内嵌仿生蜂窝孔洞与导流槽,优化散热路径并排出碎屑,避免加工区域热量积聚导致工件热损伤。分层磨料布局融合粗抛与精磨功能,单次走刀同步完成轮廓修正与细腻抛光,尤其适用于精密轴承滚子、电子陶瓷元件等大批量生产场景。弹性缓冲层与刚性基体结合设计,吸收断续磨削中的振动冲击,降低硬脆材料边缘崩缺。模块化快换接口适配自动化产线,配合智能磨损监测系统延长连续作业周期,广泛应用于医疗器械管材、光学玻璃棒材等外圆加工领域,以高稳定性与工艺经济性为圆柱工件规模化生产提供可靠解决方案。尚东磨具——专注磨钨钢树脂金刚石砂轮,区分材质特性,打造磨削效果,助力您提升加工品质与效率。广东砂轮目数
尚东磨具:蝶形金刚石砂轮,磨削艺术的完美诠释在金刚石砂轮制造领域,江苏南通尚东磨具有限公司以其突出的技术和品质赢得了很多的赞誉。其中,蝶形金刚石砂轮更是我们的一大亮点。蝶形金刚石砂轮,以其独特的蝶形设计和金刚石的非凡磨削性能,成为磨削硬质材料的理想选择。无论是精密工具的加工,还是复杂零部件的磨削,它都能展现出非凡的实力。我们精选好的金刚石磨料,结合超前的制造工艺,确保每一款蝶形金刚石砂轮都具有出色的磨削效率、稳定性和耐用性。其独特的设计使得磨削过程更加顺畅,准确减少摩擦和热量,保护工件表面质量。尚东磨具致力于为客户提供量身定制的解决方案。我们的蝶形金刚石砂轮种类多样,规格齐全,满足不同行业和客户的特定需求。选择尚东磨具,就是选择了磨削艺术的完美诠释。江苏南通尚东磨具有限公司,用心铸造每一款蝶形金刚石砂轮,与您共同开启磨削领域的新篇章! 上海杯型砂轮工业南通尚东磨具——数控磨床砂轮修整,金刚石砂轮修整,确保磨削精度与效率,助力您的精密加工需求!
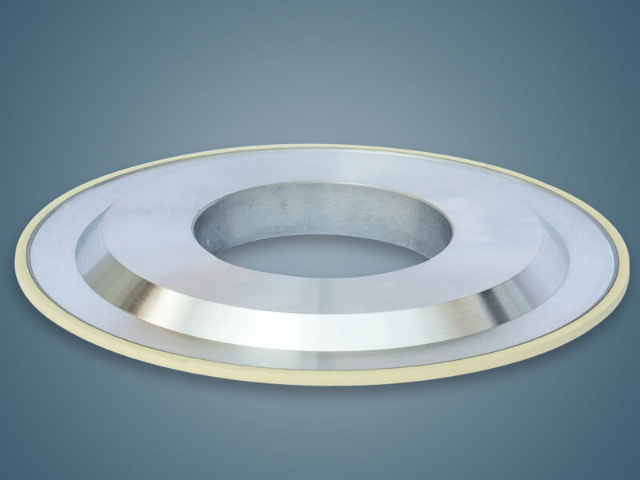
尚东磨具:杯型金刚石砂轮,磨削领域的璀璨明星在金刚石砂轮制造领域,江苏南通尚东磨具有限公司凭借其精湛的工艺和突出的品质,成为行业的佼佼者。其中,杯型金刚石砂轮更是我们引以为傲的产品之一。杯型金刚石砂轮,以其独特的杯状设计和金刚石磨料的性能,广泛应用于硬质材料的磨削加工。无论是石材、玻璃还是陶瓷,它都能轻松应对,实现更好的磨削效果。我们采用好的金刚石磨料,结合超前的制造技术,确保每一款杯型金刚石砂轮都具有出色的磨削力、耐磨性和使用寿命。其独特的杯状结构设计,使得磨削过程更加稳定,准确减少工件振动,提升加工精度。尚东磨具始终致力于为客户提供突出的产品和服务。我们的杯型金刚石砂轮,不仅性能非凡,而且种类丰富,满足不同客户的个性化需求。选择尚东磨具,就是选择了磨削领域的璀璨明星。江苏南通尚东磨具有限公司,用心打造每一款产品,与您共同书写磨削行业的新篇章!
尚东磨具——单晶钢玉砂轮制造领航者江苏南通尚东磨具有限公司,专注于单晶钢玉砂轮的制造,致力于为各类精密磨削需求提供出众解决方案。单晶钢玉砂轮,以其的耐磨性、好的切削性能和稳定的磨削质量,成为磨削领域的佼佼者。尚东磨具凭借超前的生产工艺和严格的质量把控,确保每一款单晶钢玉砂轮都达到行业超前水平。我们的产品广泛应用于模具、轴承等行业的精密磨削,深受客户好评。尚东磨具不仅提供标准型号砂轮,还提供个性化定制服务,满足客户多样化需求。选择尚东磨具,就是选择品质与效率的双重保证。我们始终坚持以客户为中心,以创新为驱动,不断提升产品性能和服务水平。携手尚东磨具,让您的磨削作业更加准确!我们期待与您共同开创磨削行业的新篇章! 南通尚东磨具——磨铣刀用砂轮,金刚石锋利耐磨,磨削,助力市场焕发新锋!
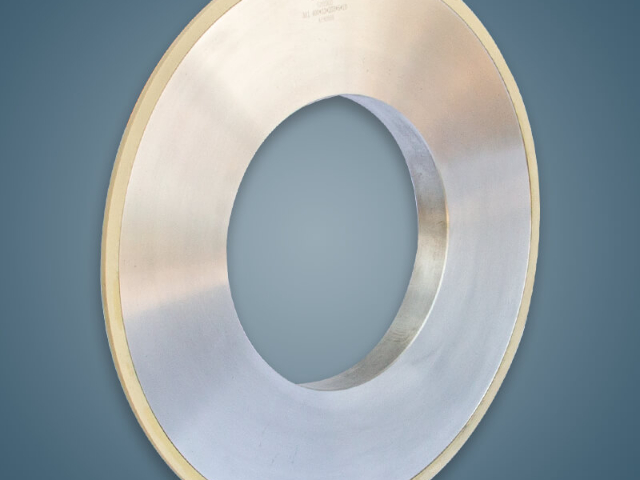
青铜金刚石砂轮是一款专为超硬材料加工设计的精密工具,采用高强度青铜结合剂与微米级金刚石颗粒经高温压烧结成型。其表面金刚石磨粒分布均匀,结合独特的三维网状结构,在加工硬质合金、陶瓷、碳化钨等材料时展现出很好的切削力与耐磨性,切削效率较普通砂轮提升50%以上。创新多孔排屑设计能够降低加工温度,加工半导体碳化硅晶圆时表面粗糙度可达μm。适配各类数控磨床及五轴加工中心,单次修整后使用寿命达传统树脂砂轮的5倍。通过优化金刚石浓度梯度,在航空航天钛合金构件、汽车发动机气门座圈等精密加工中实现材料去除率与加工精度的平衡,满足从粗磨到精抛的全流程需求,特别适用于光学玻璃模具、硬质合金工具的批量生产场景。 南通尚东磨具有限公司——五轴磨床砂轮制造厂家,金刚石科技赋能,磨削到位,品质好,助力工业升级!广东砂轮目数
南通尚东磨具——可旋转刀位砂轮,金刚石精磨,刀位灵活调整,磨削效率提升!广东砂轮目数
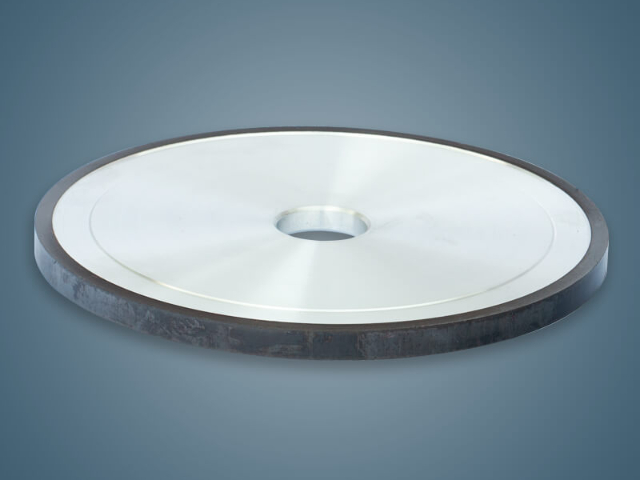
外圆磨床砂轮针对圆柱形、锥形工件的外表面精密加工设计,采用增强纤维基体与梯度磨料层复合结构,确保大直径旋转时的刚性及磨削稳定性。其磨料层依据轴向应力分布优化浓度梯度,前段粗颗粒加快修正工件圆度,后端细颗粒完成表面精修,单次走刀实现从余量去除到光洁度。基体内部环形散热槽与螺旋气流通道协同作用,平衡高速磨削产生的热量,加工长轴类零件时避免热变形导致的直径偏差。弹性缓冲界面层设计减缓径向冲击,在断续表面(如键槽轴、花键轴)磨削中保护砂轮结构完整性。适配数控外圆磨床的自动修整系统,通过在线检测实时补偿砂轮磨损,保证批量加工中工件尺寸的一致性。特殊槽型设计增强排屑能力,应对不锈钢、高温合金等粘性材料的连续加工需求,配合恒压力进给系统,在轴承外圈滚道、液压活塞杆等场景中实现圆度误差≤1μm。模块化法兰接口适配多种主轴规格,覆盖从微型精密轴件到大型轧辊的加工范围,通过基体预应力优化与磨料自锐性技术,延长复杂工况下的工具使用寿命。 广东砂轮目数
文章来源地址: http://wjgj.m.chanpin818.com/moju/mpqgp/deta_26040431.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。