[VIP第1年] 指数:3
[VIP第1年] 指数:3
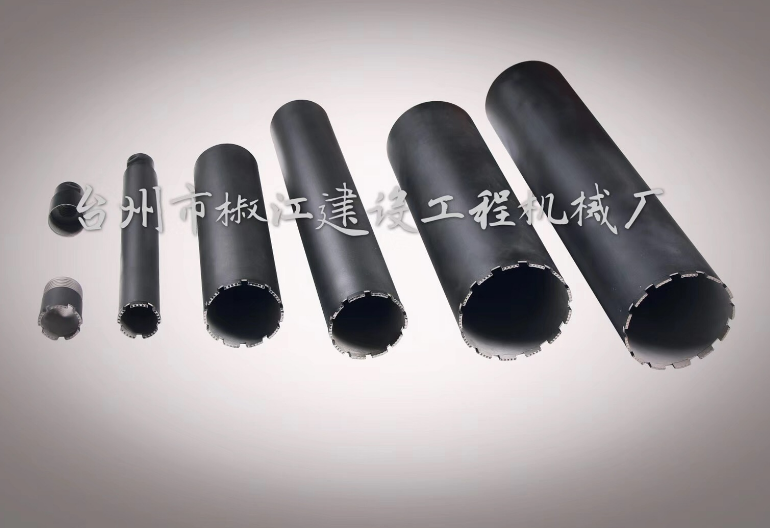
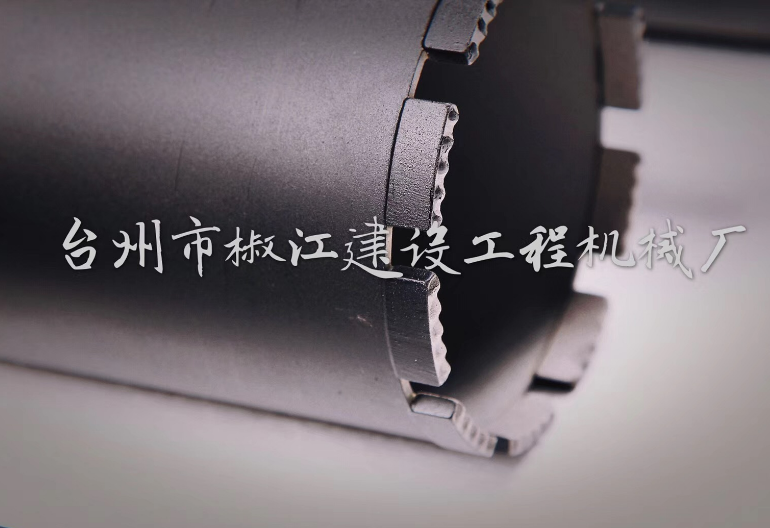
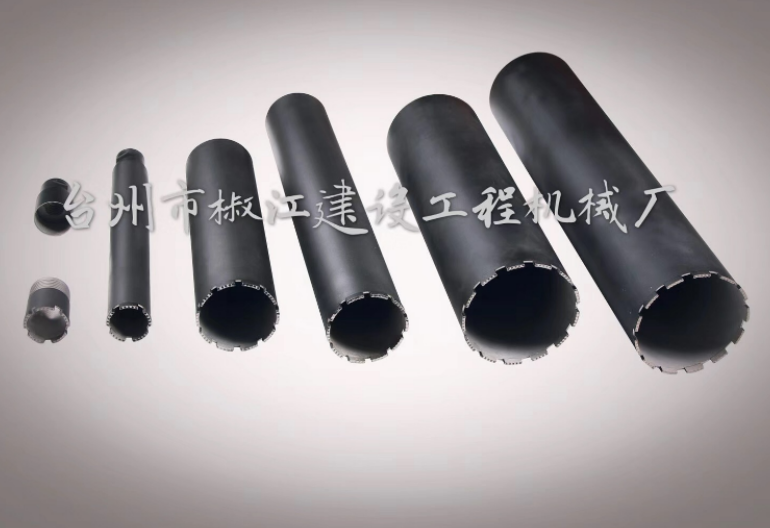
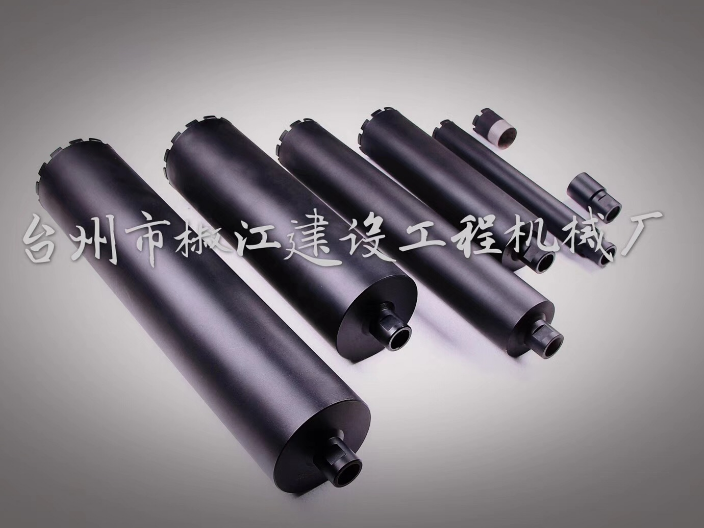
切削刃使用的是金刚石材料的钻进刀具就是金刚石钻头,金刚石钻头的主要优势在于能够适应研磨性较高、地质较硬的地层,切割性能也比较优良!在高速钻探方面具有非常明显的优势!聚晶金刚石复合片钻头主要有四个组成部分,即金刚石复合片、喷嘴、胎体以及钻头体;普通金刚石钻头主要有四个组成部分,即金刚石颗粒、喷嘴、胎体以及钻头体!因为金刚石钻头的切割性能比较优良,因此在选择金刚石钻头当做石油钻井工具时,能够高速钻探,也能够在一定程度上扩大钻深!购买冲击钻头设备,就选台州市椒江建设工程机械厂,欢迎您来电!台州合金球齿钻头咨询

前角对切削力的影响:前角的变化会影响切屑材料的变形程度,从而使切削力发生变化!切屑变形越大,切削力越大;切屑变形越小,切削力越小!当前角在0°~15°范围内变化时,切削力修正系数的变化范围为1.18~1!前角对钻头耐用度的影响:增大钻头前角时,会使刀尖强度和散热体积减小,同时会影响刀尖受力情况!当前角为正值时,刀尖受拉应力;当前角为负值时,刀尖受压应力!如选用的前角过大,虽可增加钻头锋利度,减小切削力,但刀尖所受拉应力较大,刀尖强度降低,容易折断!在切削试验中许多钻头均因前角过大而损坏!但是,由于被加工材料硬度和强度较高,加之便携式钻机的主轴及整机刚性较低,如选用的前角过小,钻孔时切削力的增大会使主轴产生振动,加工表面出现明显振纹,钻头耐用度也会降低!台州挖机钻头公司旋挖钻机灌注桩施工具有成孔速度快、成孔质量高、噪音低、环境污染小、机械化程度高。

以牙轮钻头的结构为依据,可以将其分为水眼、轴承、巴掌、牙轮以及钻头体这五个部分!如果是密封喷射式的牙轮钻头,在一般情况下还包括储油补偿系统这一部分!螺纹一般会在牙轮钻头的上部,钻柱与螺纹进行相互连接,钻头下部会存在牙轮,其上带有三个巴掌,牙轮轴上装上牙轮,牙轮轴与各个牙轮之间装有轴承,牙轮会通过其自身所带的切削齿进行破碎岩石工作!钻井液的通道就是钻头的水眼!在进行石油钻井工作的过程中,通过钻进过程中的横向剪切作用、纵向振动作用,牙轮钻头会实现破碎岩石的目的,从而能够提升钻井速度!在选择牙轮钻头当做石油钻井工具时,需要按照钻井设备的实际情况、地层的实际条件以及相邻油井的地质资料、地层资料来进行牙轮钻头的选型!在进行选择时,需要考虑的问题主要有以下几点:首先,应考虑钻井地层中的软硬交错情况是否存在;其次,应考虑在石油钻井工作中是否需要防斜钻进、曲线作业;再次,应考虑同一油井中的不同钻进井段的实际深浅情况;应考虑钻井地质、地层的可研磨性以及软硬程度!
群钻再外直刃上刃磨出月牙槽,从而使分屑更细,排屑更流畅!钻孔时产生的环行筋,有利于钻头定心,保证钻孔“光”和“圆”!其钻矩降低30%左右,所以它可以用较大的进给量钻孔!外刃锋角135°,内刃锋角120°,钻尖高0.06d,使它同时具备优良的钻薄板性能!由于切削阻力小,定心准、稳,所以特别适合在手电钻上使用!麻花钻对于机械加工来说,它是一种常用的钻孔工具!结构虽然简单,但要把它真正刃磨好,也不是一件轻松的事!关键在于掌握好刃磨的方法和技巧,方法掌握了,问题就会迎刃而解!我这里介绍一下对麻花钻的手工刃磨技巧!麻花钻的顶角一般是118°,也可把它当作120°来看待!台州市椒江建设工程机械厂致力钻头生产研发,有需求可以来电咨询。
钻头是一种常见的切削工具,广泛应用于金属、木材、石材、陶瓷等材料的加工中!本文将从产品介绍、用途、优势等方面详细介绍钻头!产品介绍钻头是一种用于钻孔的切削工具,通常由钢材或硬质合金制成!根据不同的加工材料和加工方式,钻头可以分为多种类型,如普通钻头、中心钻、扩孔钻、深孔钻、铰孔钻、锯齿钻等!普通钻头是很常见的一种钻头,通常用于钻孔直径小于50mm的金属、木材、塑料等材料!中心钻是一种用于定位的钻头,通常用于在工件表面打孔前进行定位!购买高速钢钻头设备,就选台州市椒江建设工程机械厂,让您满意,有想法可以来我司咨询。台州金刚石钻头制造厂
台州市椒江建设工程机械厂为您供应钻头,欢迎您致电咨询!台州合金球齿钻头咨询
钻头的刃口要上下摆动,钻头尾部不能起翘!这是一个标准的钻头磨削动作,主切削刃在砂轮上要上下摆动,也就是握钻头前部的手要均匀地将钻头在砂轮面上上下摆动!而握柄部的手却不能摆动,还要防止后柄往上翘,即钻头的尾部不能高翘于砂轮水平中心线以上,否则会使刃口磨钝,无法切削!这是很关键的一步,钻头磨得好与坏,与此有很大的关系!在磨得差不多时,要从刃口开始,往后角再轻轻蹭一下,让刃后面更光洁一些!保证刃尖对轴线,两边对称慢慢修!一边刃口磨好后,再磨另一边刃口,必须保证刃口在钻头轴线的中间,两边刃口要对称!有经验的师傅会对着亮光察看钻尖的对称性,慢慢进行修磨!钻头切削刃的后角一般为10°-14°,后角大了,切削刃太薄,钻削时振动厉害,孔口呈三边或五边形,切屑呈针状;后角小了,钻削时轴向力很大,不易切入,切削力增加,温升大,钻头发热严重,甚至无法钻削!后角角度磨的适合,锋尖对中,两刃对称,钻削时,钻头排屑轻快,无振动,孔径也不会扩大!台州合金球齿钻头咨询
文章来源地址: http://wjgj.m.chanpin818.com/daojujiajuca/zuantoudt/deta_23429888.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。