[VIP第1年] 指数:3
[VIP第1年] 指数:3
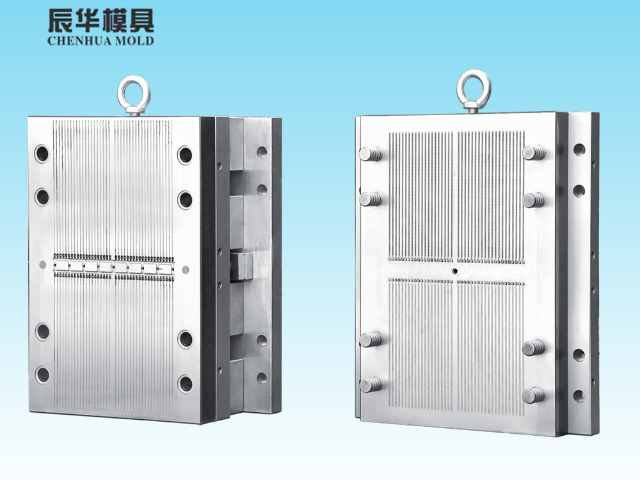
PET瓶胚模具浇注系统的设计:注系统的设计包括主流道的选择、分流道截面形状及尺寸的确定。如采用点浇口时,为确保分流道的脱落,还应注意脱浇口装置的设计。在设计浇注系统是,首先是选择浇口的位置。浇浇口位置选择的适当与否,将直接关系到制品成型质量及注射过程是否能顺利进行,浇口位置的选择应遵循以下原则:浇口位置应尽量选择在分型面上,以便于模具加工及使用浇口的清理。浇浇口位置距型腔各个部位的距离应尽量一致,并使其流程为较短(一般大水口很难做到)。浇口位置应保证塑料注入型腔时对着型腔中宽敞、厚壁部位,以便于塑料流入。避免塑料在流入型腔时直冲到型腔壁、型芯或嵌件,是塑料能尽快流入型腔各部位,并避免型芯或嵌件变形。尽量避免制品产生熔接痕,若要产生,使其溶解痕产生在制品不重要的地方。浇口位置及其塑料注入方向,应是塑料在注入型腔时能沿着型腔平行方向均匀地流入,并有利于型腔内气体的排出。浇口应设计在制品上较容易清理的部位,山东塑料瓶瓶胚模具,同时尽可能不影响制品的外观,山东塑料瓶瓶胚模具,山东塑料瓶瓶胚模具。PET瓶胚注塑时应该注意注射速度,一般注射速度要快,可防止注射时过早凝固。山东塑料瓶瓶胚模具
塑料瓶瓶胚模具设计过程的要点:塑料瓶应具有满足的刚度和漂亮的外形,塑料瓶常见的外形有圆形、方形、椭圆形等。从运用视点来看,它们各自有其优缺点。圆形塑料瓶刚度较高,但外形不漂亮。方形塑料瓶外形漂亮,但成型时不易控制塑料瓶壁厚均匀。椭圆形塑料瓶,刚度也较高,但模具的制造费用较高。因此为确保塑料瓶的刚度,除挑选刚度高的资料外,还要经过塑料瓶的外形规划,增强塑料瓶的刚度和耐负荷强度。塑料瓶使产品具有展现功用,塑料瓶能够经过漂亮的外型,艳丽的颜色,光亮的外表和透明性,显现产品的展现功用,招引顾客,激起顾客的购买欲。塑料瓶应具有运用便利的功用,塑料瓶的瓶口规划要思考敞开便利,且能屡次敞开和关闭,倾倒内容物要便利,不能发生溅射伤人表象。河北专业食用油瓶瓶胚模具设计好的瓶胚模具免剪浇口,下降工人劳动强度,模具寿数确保在300万模次以上。
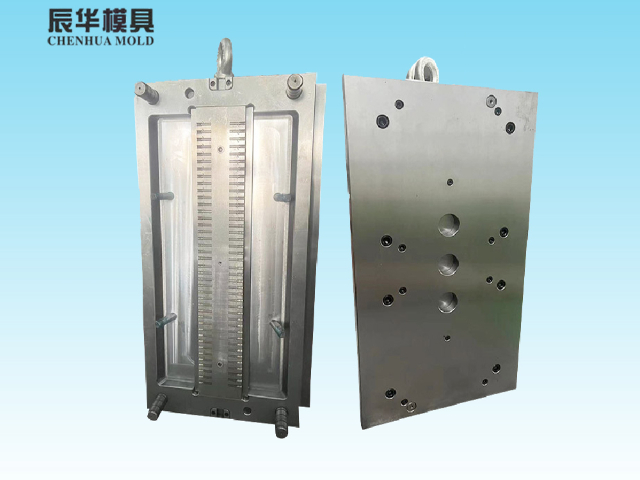
PET瓶胚模具一般都是多腔模具,如果SINO模具可以做到统一性,互配性那是多腔模具的高精度标准。瓶胚模具一般都比较细长,因为PET的流道性能不是很好,所以需要悬着比较硬的钢料,比如S136等等,这种钢料也比较适合打镜面产品。方法/步骤:1、选择一个好的模具设计公司,可以避免后期很多模具结构上得改动2、因为这个产品塑料比较硬,注意压力比较大。所以选择硬的钢料对模具长期稳定的运行有质量保证。3、模具数控车床加工时选择自动更换刀具,这样从粗加工到精加工可以保证精度不会偏差,还可以到恒温的车间加工。注意事项:淬火钢料一定要保证水路距离,选择注塑机足够的注塑机。
PET瓶胚是我们许多吹塑瓶子出产的主要原材料。事实上PET瓶胚的好坏在很大程度上会影响吹塑产品的出产。那么PET瓶胚出产存在哪些问题,怎么改进? PET瓶胚专业出产厂家下面简述如下:首要,当时一些瓶胚厂家一方面是为了进步产品价格优势,另一方面也为了进步自身的赢利。因而,在瓶胚出产过程中掺杂二次料成了许多商家的潜规则。二次料虽然价格便宜,但是存在着各式各样的 问题。这些二次料往往在卫生上很难达标,流入食物、饮料等商场,将会严重影响食物包装安全。二次料瓶胚对吹塑产品的稳定性也会构成影响。因而,加强监管。防止二次料瓶胚商场是一个需要处理的要点。其次,瓶胚相关于形状万千的吹塑瓶来说,规范化拟定更加容易,而且规范的拟定有利 于商场的开展。加速更具体的规范拟定,以及执行瓶标相关事宜是我们今后一段时间需要努力的。关于瓶胚,事实上它关乎着塑料瓶包装的整体,因而我们应该更加注重。PET瓶胚模具无论是挤出吹塑还是注塑吹塑,其各部分的参数选择都是塑件成型的关键。
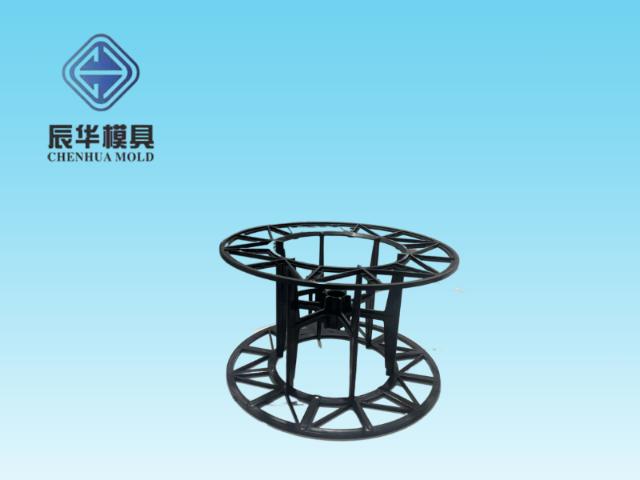
瓶胚模具介绍:1.瓶胚安装在机器的喷嘴中,然后放入模具中,模具分为两部分。2.热空气通过将头吹入坯料而膨胀到模具的形状。3.在模具中冷却几秒钟,冷却后脱模。4.去除两端的附加材料以完成产品。功能:1.可用作中间体,制成后很容易看到。如果有不理想的地址,可以简单地改正,以免在完成后成为废品。2.也就是说,制作比较简单,可以为我们提供一个较好的模具。这样,生产一体化座椅是比较好的。3.本产品的材料一般简单,易于加工,所以本产品的目的是节省运营成本。当然,它也可以减少操作量。在模具中,可以在以后投入生产检验,并且可以规避一些错误,从而保障我们的利益。在确保证瓶胚模具硬度的前提下,尽量采用预冷、分级冷却淬火或温淬火工艺。湖南PET瓶胚模具生产厂家
瓶胚模具抛光有磁研磨抛光。山东塑料瓶瓶胚模具
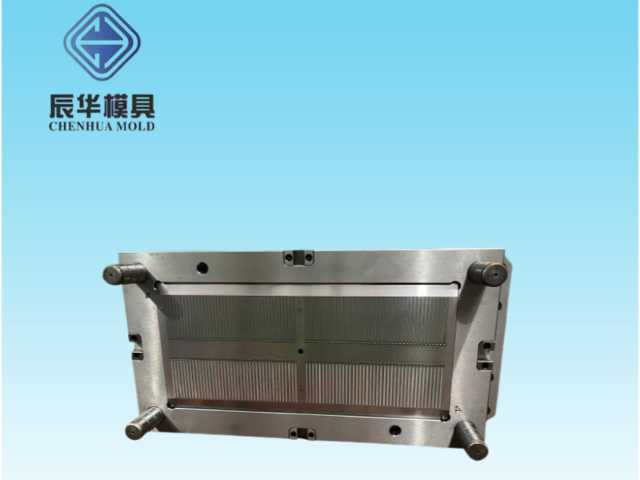
PET瓶胚的注射成型工艺:首先射出成型加工制出瓶胚,这是将熔胶射进模穴,然后迅速冷却,使瓶胚温度低于结晶温度的范围,制成透明的瓶胚;第二步骤是将瓶胚加热,使其高于玻璃转化点温度,然后延伸、吹气和冷却成型。加工方法,分为一段式和两段式两种。一段式是射出和吹气在同一台机器完成,射出成型的瓶胚冷却到低于结晶温度范围,但仍保持在热弹性的状态,较后吹气成瓶。两段式是由射出成型机和中空成型机两台机器完成。首先由射出成型机制成瓶胚后,将瓶胚冷却至凝固温度脱膜取出,冷却到室温,待要吹瓶时,再送进中空成型机将瓶胚加热至吹瓶温度,然后吹气、冷却成型。山东塑料瓶瓶胚模具
台州市弘凯模具有限公司致力于机械及行业设备,是一家生产型的公司。弘凯模具致力于为客户提供良好的瓶胚模具 ,瓶盖模具,pet瓶胚模具,吹瓶模具,一切以用户需求为中心,深受广大客户的欢迎。公司注重以质量为中心,以服务为理念,秉持诚信为本的理念,打造机械及行业设备良好品牌。在社会各界的鼎力支持下,持续创新,不断铸造***服务体验,为客户成功提供坚实有力的支持。
文章来源地址: http://wjgj.m.chanpin818.com/mojuog/suliaomo/deta_14747077.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。