[VIP第1年] 指数:3
[VIP第1年] 指数:3
押出机头的工作原理相对简单,主要可以分为几个步骤:1.原料的进料:塑料颗粒通过进料口送入押出机头,通常通过螺杆传送。2.加热和混合:在加热的同时,螺杆旋转使塑料颗粒熔融并充分混合,形成均匀的熔融物料。3.挤出:熔融塑料流经流道,并通过模具被挤压成特定的形状。4.冷却和成型:经过模具的塑料制品通常需要经过冷却设备以迅速固化。5.切割:成型后的塑料产品可能需要进行切割,以便得到所需的长度和形状。
押出机头广泛应用于多个行业,主要包括以下几个方面:1.建筑行业:使用押出机头生产PVC管材、线槽、门窗等建筑材料。2.汽车行业:用于生产汽车内饰、外壳、密封条等塑料配件。3.包装行业:生产塑料薄膜、塑料袋、塑料瓶等各种包装材料。4.家电行业:用于生产冰箱、洗衣机外壳及其他塑料零部件。5.日用品:制造各类塑料家具、玩具、水杯等日常消费品。 其持续的技术进步和性能优化对于推动整个行业的高质量发展起着至关重要的作用。深圳免对模具厂家哪家好

加热方式多种多样,常见的有电阻加热和感应加热两种方式。电阻加热是通过在机头的加热元件中通入电流,利用电流的热效应产生热量。这种加热方式结构简单,成本较低,但加热效率可能相对较低,而且温度分布可能不够均匀。感应加热则是利用电磁感应原理,使机头内部的金属部件产生涡流,从而产生热量。这种加热方式加热速度快,温度分布相对均匀,但设备成本较高。在设计加热系统时,需要根据机头的结构和物料的特性选择合适的加热方式,并合理布置加热元件,以确保机头内各部分温度均匀一致。深圳70#传统机头定制厂家押出机头的研发聚焦于提升物料的挤出速度与效率。

生产过程中,押出机头出现堵塞的常见原因以及解决方法
常见原因:物料中混入杂质、物料塑化不良形成块状物、机头温度过低导致物料凝固、流道内有残留物料长期积累等。
预防措施:加强物料的筛选和干燥处理,确保物料纯净;严格控制机头温度,保证物料良好塑化;定期清理机头和流道,防止物料残留。解决方法:首先降低螺杆转速,减小压力,尝试将堵塞物挤出;若无效,需要停机拆卸机头,清理堵塞物,检查流道和模口是否有损坏,修复或更换损坏部件后再重新开机。
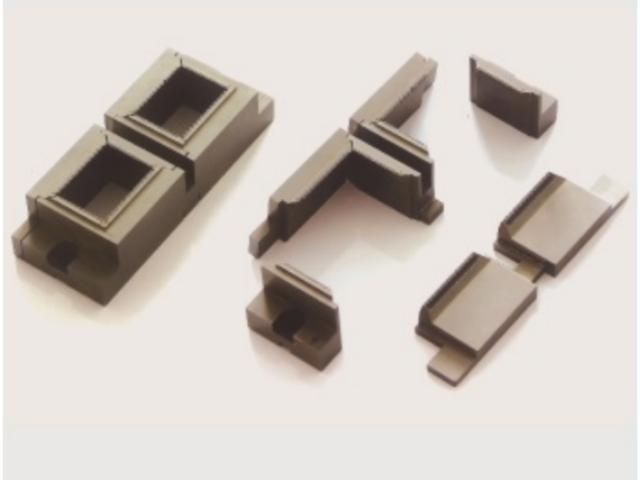
分流锥的设计需要考虑多个因素。首先是其锥角的选择,锥角过大或过小都会影响物料的分流效果。如果锥角过大,物料在分流锥表面的流速过快,会产生较大的剪切力,可能破坏物料的原有结构,尤其是对于一些对剪切敏感的塑料,如某些热塑性弹性体。而锥角过小,则会使物料在分流锥处的流动阻力增大,导致物料堆积,影响整个挤出过程的稳定性。其次,分流锥的长度也很关键。合适的长度可以保证物料有足够的时间和空间在分流锥表面进行均匀分布。此外,分流锥表面的粗糙度也需要严格控制,光滑的表面可以减少物料与分流锥之间的摩擦力,使物料能够更顺畅地流动,进一步提高分流效果。在设计和制造分流锥时,还需要考虑其与机头其他部件,如机颈和芯模的配合,确保整个机头内部的物料流动连续性和稳定性。押出机头是电线电缆生产过程中极为关键的部件,属于挤出模具的一部分。

押出机头的材料选择是一个至关重要的环节,它直接关系到机头的性能、使用寿命和挤出产品的质量。首先,材料要具有良好的耐高温性能。在塑料挤出过程中,物料通常需要在较高的温度下进行塑化和流动,尤其是对于一些高温塑料,如聚碳酸酯、聚苯醚等,机头需要在长时间的高温环境下保持稳定。例如,在挤出聚碳酸酯管材时,加工温度可能高达 260℃左右,如果机头材料不能耐受这样的高温,就会出现变形、磨损加剧等问题,从而影响管材的尺寸精度和表面质量。需具备良好的耐高温性能,机头材料若不能耐受高温,会出现变形、磨损等问题,影响产品质量。深圳搭接模厂家哪家质量好
若押出机头存在问题,就容易出现诸如线缆偏心、表面粗糙、性能不稳定等诸多质量缺陷。深圳免对模具厂家哪家好
押出机头怎样均匀挤出?押出机头通过合理的结构设计和精确的温度控制来实现均匀挤出。其内部流道设计经过优化,采用渐变式的截面结构,使物料在进入机头后能够逐渐均匀分布。同时,在流道内设置了多个分流筋和扰流装置,进一步打乱物料的流动状态,促进物料的充分混合和均匀分布。在温度控制方面,押出机头配备了高精度的温控系统,通过在机头不同部位安装热电偶,实时监测温度,并根据监测数据自动调节加热装置的功率,保证机头各部位温度均匀一致。因为温度对物料的流动性影响很大,只有保证温度均匀,才能确保物料在挤出过程中流速一致,从而实现均匀挤出。深圳免对模具厂家哪家好
文章来源地址: http://wjgj.m.chanpin818.com/mojuog/qitamojupg/deta_26728849.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。