[VIP第1年] 指数:3
[VIP第1年] 指数:3
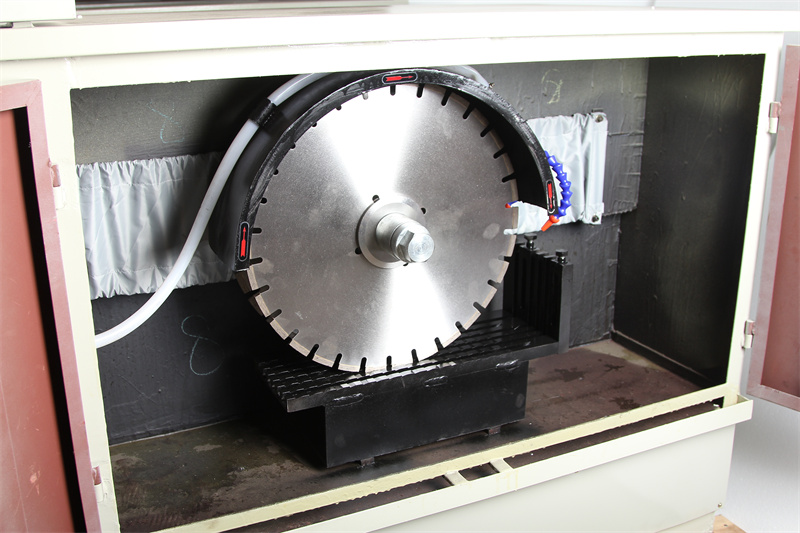
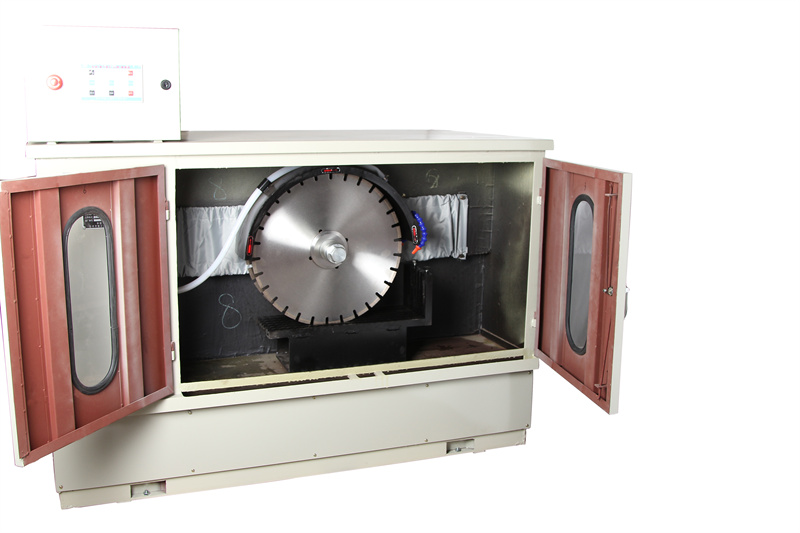
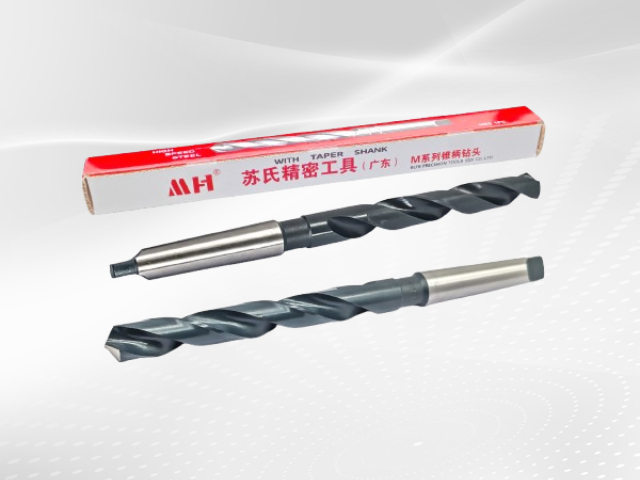
空心钻头是一种较适合便携式工具使用的孔加工刀具。但由于空心钻头的制造工艺比较复杂,且不能加工盲孔,因此在金属切削加工中使用并不普遍,通常只在加工一些大直径或贵金属工件的通孔或钻孔设备功率受到限制时才使用。由于空心钻头没有标准定型产品,因此大部分用于特殊材料加工的空心钻头均需自行研制。空心钻头(多刃钢板钻又名或取芯钻)是多刀刃环状切削的高效钻头,钻孔直径从12mm到150mm,主要用于对钢构件的钻孔加工,如钢结构工程、轨道交通、桥梁、船舶、机械制造、航空航天等孔加工领域,其钻孔性能明显优于传统的二刃麻花钻,具有钻孔效率高、钻削轻快省力的特点,多刃钢板钻与磁座钻机配套可以对大型工件进行多方位钻孔,操作方便灵活,有效缩短工程施工时间,成为现代钢构件钻孔及环形槽加工的优先刀具。台州市椒江建设工程机械厂为您供应钻头,有想法的不要错过!浙江金刚石钻头厂家有哪些

三尖七刃锐当先、月牙弧槽分两边,侧外刃再开槽,横刃磨低、窄又尖。群钻优于其它钻头的原因:标准麻花钻60%的轴向阻力来自横刃,因横刃前角达-60°左右。“群钻”把麻花钻横刃磨去80%~90%,并形成两条内刃,内刃前角由-60°加大为0°~-10°,从而使轴向阻力减少50%左右,进给感觉特别轻快。群钻再外直刃上刃磨出月牙槽,从而使分屑更细,排屑更流畅。钻孔时产生的环行筋,有利于钻头定心,保证钻孔“光”和“圆”。其钻矩降低30%左右,所以它可以用较大的进给量钻孔。外刃锋角135°,内刃锋角120°,钻尖高0.06d,使它同时具备优良的钻薄板性能。由于切削阻力小,定心准、稳,所以特别适合在手电钻上使用。浙江金刚石钻头厂家有哪些购买钻头,就选台州市椒江建设工程机械厂,用户的信赖之选,欢迎新老客户来电!

群钻再外直刃上刃磨出月牙槽,从而使分屑更细,排屑更流畅。钻孔时产生的环行筋,有利于钻头定心,保证钻孔“光”和“圆”。其钻矩降低30%左右,所以它可以用较大的进给量钻孔。外刃锋角135°,内刃锋角120°,钻尖高0.06d,使它同时具备优良的钻薄板性能。由于切削阻力小,定心准、稳,所以特别适合在手电钻上使用。麻花钻对于机械加工来说,它是一种常用的钻孔工具。结构虽然简单,但要把它真正刃磨好,也不是一件轻松的事。关键在于掌握好刃磨的方法和技巧,方法掌握了,问题就会迎刃而解。我这里介绍一下对麻花钻的手工刃磨技巧。麻花钻的顶角一般是118°,也可把它当作120°来看待。
切削刃使用的是金刚石材料的钻进刀具就是金刚石钻头,金刚石钻头的主要优势在于能够适应研磨性较高、地质较硬的地层,切割性能也比较优良。在高速钻探方面具有非常明显的优势。聚晶金刚石复合片钻头主要有四个组成部分,即金刚石复合片、喷嘴、胎体以及钻头体;普通金刚石钻头主要有四个组成部分,即金刚石颗粒、喷嘴、胎体以及钻头体。因为金刚石钻头的切割性能比较优良,因此在选择金刚石钻头当做石油钻井工具时,能够高速钻探,也能够在一定程度上扩大钻深。购买钻头,就选台州市椒江建设工程机械厂,欢迎新老客户来电!

钻头的刃口要上下摆动,钻头尾部不能起翘。这是一个标准的钻头磨削动作,主切削刃在砂轮上要上下摆动,也就是握钻头前部的手要均匀地将钻头在砂轮面上上下摆动。而握柄部的手却不能摆动,还要防止后柄往上翘,即钻头的尾部不能高翘于砂轮水平中心线以上,否则会使刃口磨钝,无法切削。这是很关键的一步,钻头磨得好与坏,与此有很大的关系。在磨得差不多时,要从刃口开始,往后角再轻轻蹭一下,让刃后面更光洁一些。保证刃尖对轴线,两边对称慢慢修。一边刃口磨好后,再磨另一边刃口,必须保证刃口在钻头轴线的中间,两边刃口要对称。有经验的师傅会对着亮光察看钻尖的对称性,慢慢进行修磨。钻头切削刃的后角一般为10°-14°,后角大了,切削刃太薄,钻削时振动厉害,孔口呈三边或五边形,切屑呈针状;后角小了,钻削时轴向力很大,不易切入,切削力增加,温升大,钻头发热严重,甚至无法钻削。后角角度磨的适合,锋尖对中,两刃对称,钻削时,钻头排屑轻快,无振动,孔径也不会扩大。台州市椒江建设工程机械厂为您供应钻头,有需要可以联系我司!浙江金刚石钻头厂家有哪些
台州市椒江建设工程机械厂致力空心钻头生产研发,有需要联系我司哦!浙江金刚石钻头厂家有哪些
刃磨钻头主要掌握几个技巧:刃口要与砂轮面摆平。磨钻头前,先要将钻头的主切削刃与砂轮面放置在一个水平面上,也就是说,保证刃口接触砂轮面时,整个刃都要磨到。这是钻头与砂轮相对位置的第一步,位置摆好再慢慢往砂轮面上靠。钻头轴线要与砂轮面斜出60°的角度。这个角度就是钻头的锋角,此时的角度不对,将直接影响钻头顶角的大小及主切削刃的形状和横刃斜角。这里是指钻头轴心线与砂轮表面之间的位置关系,取60°就行,这个角度一般比较能看得准。这里要注意钻头刃磨前相对的水平位置和角度位置,二者要统筹兼顾,不要为了摆平刃口而忽略了摆好度角,或为了摆好角度而忽略了摆平刃口。浙江金刚石钻头厂家有哪些
文章来源地址: http://wjgj.m.chanpin818.com/daojujiajuca/zuantoudt/deta_24365982.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。